
Talking about the Improvement of the Quality of Steel Bar Crimping
Xu Zhiwei (Sichuan Tianyu Oil Company)
Abstract: 200L closed steel drum is an important metal packaging container and one of the main packaging forms of industrial products in China. Widely used in the packaging of various products, especially the packaging of export commodities. In recent years, the quality of steel drums in China has been greatly improved, but in general, the quality of steel drums, especially the leakage problem, is still a difficult problem. It describes how the steel barrel production line of Tianyu Oil Company can solve the leakage problem of steel drum by applying triple hemming technology to improve the quality of the hemming.
Key words: steel drum; hemming quality; double hemming; triple hemming;
1 Introduction
Tianyu Oil Company's 200L closed steel drum production line is a complete set of closed steel drum production equipment introduced in the early 1990s. It has been used for nearly 20 years since it was put into use. Leakage of steel drums has been a major problem in production. With the development of oil companies and the continuous expansion of the foreign trade market, the requirements for the quality of metal packaging containers are higher. Therefore, it is imperative to improve the quality of steel drums and reduce the leakage of steel drums. Leakage of steel drums is mainly caused by three reasons: one is the barrel mouth piece; the second is the weld seam; the third is the ring seam. Leakage caused by the first two aspects is relatively easy to solve, and it is difficult to solve the leakage of the ring seam. After the introduction and application of the triple crimping technology, the quality of the crimping of the Tianyu Oil Company's barrel production line has been significantly improved, from the original two-layer five-side crimping to the triple-heavy seven-side crimping. The steel drum leakage problem was solved and the company's bucket demand was met.
2 Performance comparison between double and triple crimping
China's steel barrel industry generally follows the double hemming process. This old curling form has poor strength and low impact resistance. Especially in the process of loading, unloading, handling, transportation, etc., it is easy to damage the triangular curling area, causing the contents to leak, causing unnecessary economic losses and other negative effects.
2.1 Anti-leakage performance comparison experimental analysis
Below we compare the leakage resistance of the two crimping forms by the drop test in four large-scale tests. According to GB/T 325—2008 “Packaging Container Steel Barrelâ€, the steel drum containing 98% water is selected as the weakest part of the barrel bottom cover triangle, as shown in Figure 1.
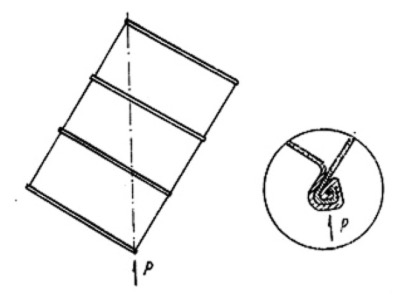
Figure 1 Falling method of the curled part
(a) the profile before the fall; (b) the section after the fall
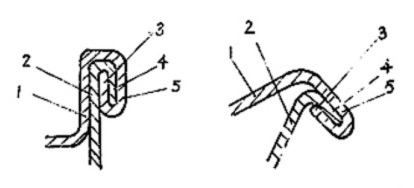
Fig. 2 Cross-section change before and after double-rolling
(a) the profile before the fall; (b) the profile after the fall
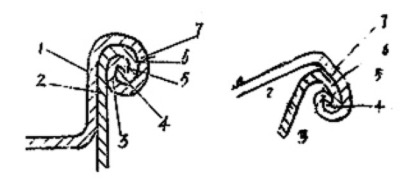
Fig. 3 Cross-section change before and after triple curling
When falling from a height of 1.5m or more, due to the effect of gravity, when the steel drum hits the ground, the barrel produces several tons of impact force on the ground, and the ground acts on the barrel-triangular triangle with equal and opposite forces. The crimping part is broken. Figure 2 is a cross-sectional view of the double-side steel drum before and after falling. Figure 3 is a cross-sectional view of the triple-rolled steel drum before and after falling.
From the analysis of the change of the cross-section of the triangle before and after the falling of the steel barrels of the two crimping forms, it can be concluded that the cross-section of the double-side barrel is greatly changed when the external pressure is impacted, and the second layer is damaged by two layers. The triple curling edge is also destroyed by only 2 layers, but five of the seven layers are good. Therefore, the possibility of leakage of the steel drum with triple crimping is greatly reduced, and the leakage problem can be almost completely avoided even when the crimping layer is tight and complete and the sealing glue is sufficient.
2.2 Analysis of problems existing in triple curling
The triple-rolled bucket is not guaranteed to leak, and it may still cause leakage under the influence of internal packing, the size of the flange of the barrel, the size of the bottom cover of the barrel, and the groove shape of the roll. Some defects are even Because of the new problems brought about by the triple crimping technology.
Through the actual problems in production, we analyzed the three major reasons for the leakage of the triple-rolled steel drum: First, the barrel material is not hooked in the roll seal, forming the bottom cover of the barrel, as shown in Figure 4; Second, the bottom cover of the barrel is not hooked, and the barrel is self-rolling, as shown in Figure 5. Third, the partial packing is insufficient, and the gap cannot be filled. The reason for the large gap of the curl is that the barrel is unevenly wide and narrow. Another reason is that the flange of the bottom cover of the bucket is narrow on one side and wide or partially notched on one side.

Figure 4 Bucket bottom cover

Figure 5 barrel self-rolling
3 Analysis of the forming process of the crimping
3.1 Formation of the curl
When rolling, two rollers are used to perform rolling operations in sequence. Initially, the head wheel first closes and approaches the lid, and then the barrel lid and the circumference of the barrel are gradually curled and begin to compress and roll together. When the required value for the winding is fed in the radial direction, the head wheel immediately exits. Then the two wheels continue to move along the bottom edge of the bucket, and the two wheels can further press and seal the occlusal portion of the bottom of the bucket and the body of the bucket.
3.2 Analysis of deformation process in crimping
3.2.1 Process analysis of double hemming
In the double beading, most of the bending deformation during the crimping process is performed by the first roller, and the remaining bending deformation and the entire shaping process are performed by the second roller.
At the beginning of the crimping, the steel drum is sealed into the wheel groove of the head wheel. The material is squeezed by the rollers and begins to elastically deform. After that, the head wheel continues to press down, and the contact surface between the material and the transitional arc segment will continue to increase, and the material undergoes large bending deformation under rolling. After passing through the transition arc working section, the hemming part enters the hemming working section of the steel drum, in which the curling part performs most of the work of the hemming according to the pre-designed curve. After the steel drum sealing process is applied by the head wheel, although the rough sealing shape is obtained, the sealing portion is loose and not tight, and cannot meet the performance requirements of the metal packaging container. Further rolling and shaping of the two passes is required to further plastically deform the crimped portion into a dense, sufficiently strong and rigid crimped edge. As shown in Figure 6.
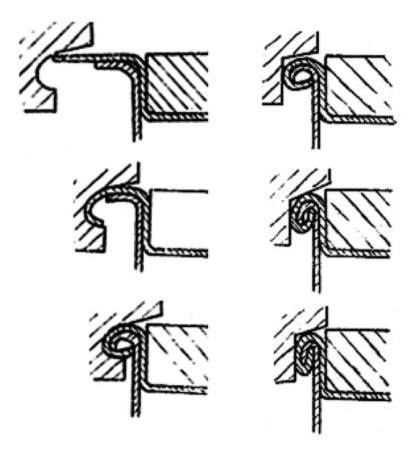
Figure 6 Double crimping forming process
3.2.2 Process analysis of triple hemming
For the triple beading, since the barrel body and the bottom material of the bucket need more bending deformation in the forming of the bead, the size of the beading portion is larger than that of the double beading, and we have added a pre-rolling process to the barrel. The edge of the bottom cover is pre-rolled to obtain a shape with a large curvature, and then through the rolling deformation of the head wheel and the two-wheel
Molding shaping to complete the triple crimping.
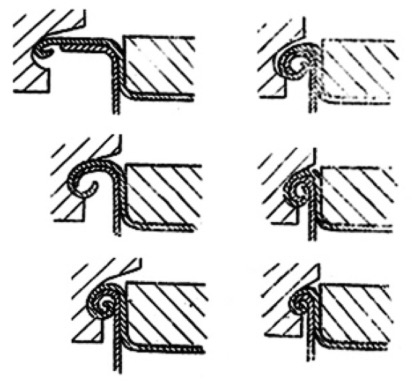
Figure 7 Triple hemming forming process
From the analysis of the forming process of the crimping layer formed by the two-rolling and triple-rolling techniques, we can see that there is no fundamental difference in the formation process of the triple crimping and the double crimping. The biggest difference is as follows: First, the triple bead needs to be pre-bently deformed before the start of the winding to form a 7-layer crimp, and the bottom cover of the bucket must be pre-rolled; The triple bead should form a perfect seven layers, and the requirements for the dimensional accuracy of the parts of the beading part and the shape of the curve of the wheel groove are more strict.
4 Conclusion
Improving the quality of the hemming is the most important part to improve the anti-leakage performance of the steel drum, and the triple hemming process is the most effective way to improve the quality of the hemming. After the introduction of triple crimping technology, the steel drum produced by our company has a significant improvement in performance. It has been proved that the 7-layer crimped steel drum produced by the triple hemming technology fully meets the Class I performance requirements of the International Code of Conduct for road transport and sea transport. Our company's barrel production line uses triple-layer and seven-layer crimping technology. When the company's metal steel drum hazardous chemicals packaging license expired in April 2013, it applied for Class I hazardous chemicals packaging inspection. Only the sample barrels passed the type test and successfully obtained the Class I hazardous chemicals packaging license. The above results are only the beginning of the upgrading of the steel drum production process. We still have a certain gap from the domestic advanced steel drum production enterprises, and the new problems brought by the triple crimping technology still need to be solved. We must consolidate the foundations of the achievements. In the above, strengthen cooperation between the steel barrel industry and continuously improve the crimping technology.
references
1 Yang Wenliang, Xin Qiaojuan. Metal packaging container - steel barrel manufacturing technology. Printing Industry Press, 2007.6
2 Yang Wenliang, Xin Qiaojuan. Training course for barrel workers. Printing Industry Press, 2008.3
1.multifunction nail table;
2.dust collector(fan) , handrest and lamp avilable;
3.wood &tempered glass top(white/ black/ clear glass color avilable);
4.UV lamp can be included;
5.reasonable and fashion design;
If you are finding a reliable beauty and salon equipment manufacturer, please contact with us. We would provide the best quality beauty and salon products with competitive price to you.
Related Products:nail manicure table,Beauty nail spa table.
Nail Table,Manicure Nail Table ,Cosmetic Manicure Table,Wood Nail Tables
ChaoHui Beauty Salon Equipment Co., Ltd. , https://www.chaohuibeauty.com